We see Energy where Others see Waste

By end of 2035, we will transform a total 7 to 12 million tonnes of biomass waste into clean, low cost and affordable energy. In numbers: 5 tons of mixed waste = 4,8 MWh of electricity.
This means less pollution, lower carbon emissions and empowered local communities across the globe.
How? Through our network of 3,700+ highly efficient, deep & clean tech energy generation systems deployed worldwide. We are actively turning a pressing global waste and plastic problem into a powerful engine for sustainable growth and opportunity.
Our approach is built on strategic partnerships, delivering measurable results, and proving that sustainability is profitable. mPower Green Tech offers more than technology; we offer a clear, actionable path to a zero-waste future.
We’re moving from successful real-world pilots to global transformation. Invest with us and become a driving force in building a cleaner world, powered by the innovative solutions needed for tomorrow.
ABOUT
At mPower Green Tech, using breakthrough plasma-catalytic technology, we have designed a mobile CHP power plant for production of clean, CO2 – neutral, affordable electricity and heat from waste – mPower200. The design of mPower200 is unmatched for its compact size, reliability and simplicity of operations, as well as the cost of power produced.
What makes this ultra-compact size possible is our plasma-catalytic reactor – SynGen – which replaces tons of gas cleaning equipment with a barrel-size device. SynGen converts even the highest level of tars and other pollutants in dirty gas from pyrolysis or gasification to clean synthesis gas – in one step and a with minimal energy input. Our proprietary plasma-catalytic reactors are the foundation for other related applications for the following types of CO2-neutral energy and products:
- Green Hydrogen from natural gas without CO2, with high-value, super-clean, magnetic nanocarbon,
- Synthetic Waxes and Fuels from waste natural gas flared around the world,
- Chemical-free removal of H2S from natural gas and biogases, and
- Green Hydrogen from waste biomass
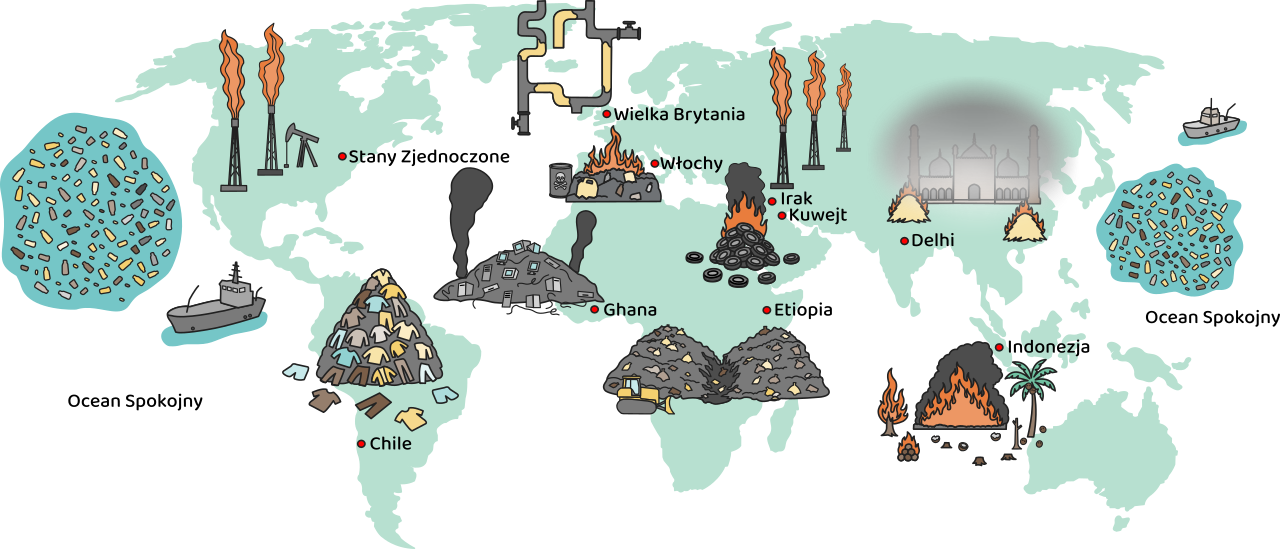
ESTIMATED ANNUAL PRODUCTION OF BIOMASS / CARBONATE WASTE IN THE WORLD
According to a World Bank report, 33% of the world’s waste is uncontrolled landfilled or incinerated. At the same time, waste volumes are growing rapidly, becoming a growing burden on the environment and city budgets (averaging 20%).
Currently, only 11% of waste is incinerated with energy recovery, and less than 10% is recycled. The remaining ~80% of waste mass is a potential source of cheap, distributed, and environmentally safe energy produced in mobile mPower systems.

HOW IT ALL STARTED
At mPower Green Tech we have been aware that, the most efficient way to convert waste to energy is simple gasification. However, gasification has always faced two major barriers to become a leading technology for producing energy at even small scale:
- enormous size and weight of the installations, with tons of equipment and hundreds of m2 of space, and
- being plagued by persistent problems with cleaning tars from the dirty gas in order to make it ready for generating clean energy carrier
The mPower GT team, headed by the chief scientist and inventor, Albin Czernichowski, professor of chemistry and physics at the Universities of Wrocław, Poland and of Orléans, France, has re-engineered the technology to eliminate these two major barriers.
We reversed the process, overturning the traditional industrial practice and accepted logic – instead of cleaning all the tars and organic pollutants from the gas, we used those same tars as additional fuel and converted them to additional clean syngas: H2/CO2.
This means more energy per ton of waste and more profit for the customer. The heart of technology: a barrel-size, plasma-catalytic reactor: SynGen or Synthetic Gas Generator. It allowed us to simplify the process and completely eliminate tons of gas-cleaning equipment.
SynGen also allowed us to reduce the size of the gasification chamber and effectively, the overall size of the power plant (200 kW electric & 400 kW heat), to fit into a 20-foot container. We proved the technical and economic viabilities of SynGen with assistances from Poland’s National R&D Institute and the National Fund for Environmental Protection.
The mPower200 was born…
GLOBAL PROBLEMS WE CAN SOLVE RIGHT NOW
WASTE TO ENERGY
How do you harness the benefits of the most efficient, known process of turning waste to energy – gasification – while eliminating its two major disadvantages:
- enormous size and weight of the installations and
- problems with cleaning tars from the dirty gas
Introducing: mPower200.
Made possible by our SynGen technology – a true game-changer. It allows us to completely eliminate the biggest problem and challenge of any thermal processing of waste: cleaning and conditioning of the dirty gas.
Hot gases from pyrolysis, when cooled, produce tens of kilograms of tars per ton of biomass or waste.
The lower the quality and price of the biomass, the more tars and toxic compounds there are to clean before gas can be used safely. What’s most important, beside achieving those goals, we were able to reduce the size of the whole gasification installation from a stationary, multi-ton, mini petrochemical plant to a mobile, container-size unit. Now, generations of energy from wastes can be moved on a daily basis and there are no need for any ground preparation, permits, etc.
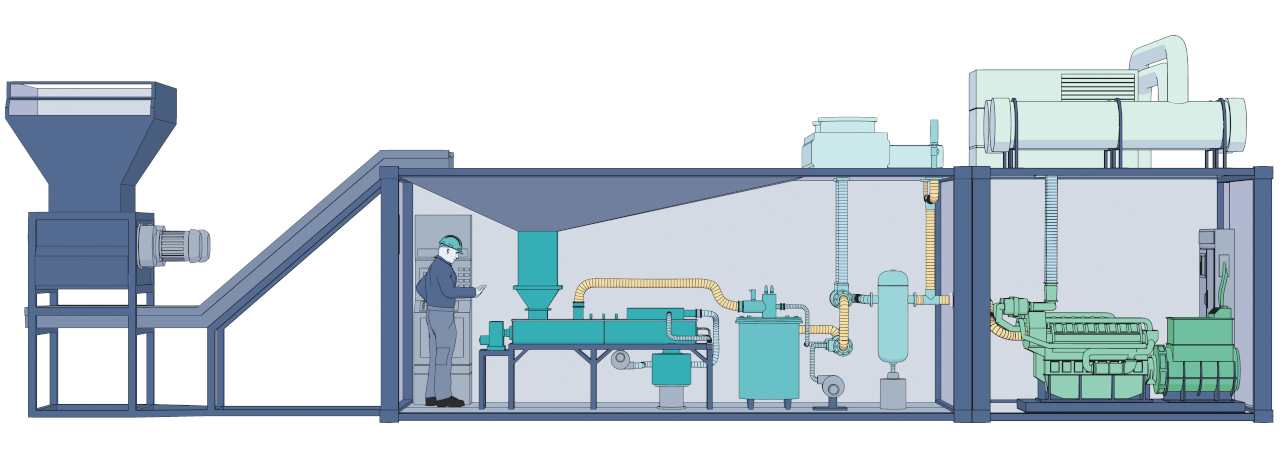
This is a typical gas-cleaning section of a traditional gasification plant with 200 kW of electricity output:
This is the size of our SynGen Reactor:
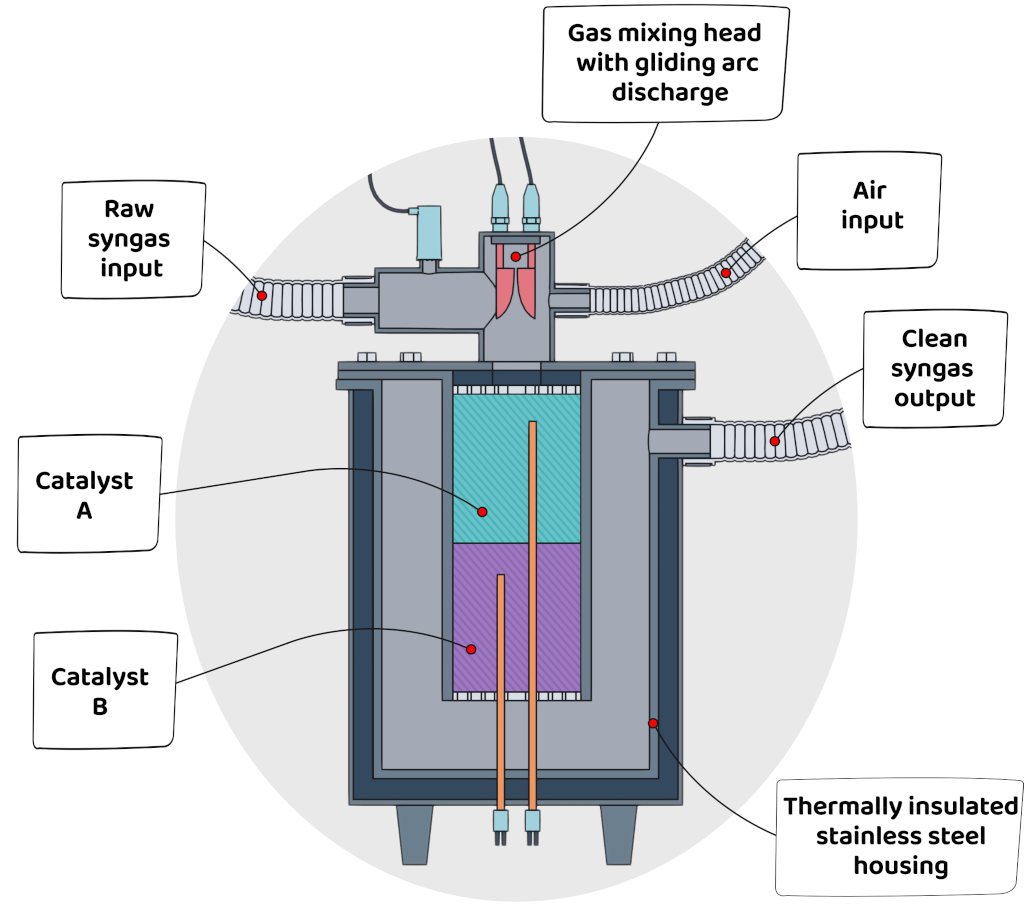
80% reduction in size and weight! Plus – an enormous increase in cleaning power: we convert all of the pollutants (tars, VOCs, aromatics, etc.) in dirty hot gas into clean syngas.
We limit-tested our SynGen reactor to convert 67 grams of tars and pollutants per 1 m3 of dirty gas to H2/CO! This increases the energy value of the syngas to be used for power generation between 15-20%. Instead of collecting the tars and having to utilize them further, we capture all of their energy for our mPower200 Unit. Tars virtually “disappear” in the SynGen so they do not become an issue for the electric genset!
SynGen has also the power to convert into clean syngas any hydrocarbons fed into it as gas or jet-sprayed form. Examples (besides aforementioned tars): railway tie creosote, glycerin, fats, waste oils, resins, sugars, organic acids, VOC, aromatics, etc. Once we eliminated the problem of the dirty gas, we were also able to reduce the size of the whole gasification installation from a stationary, multi-ton, petrochemical plant to a mobile, container-size unit:

Significant additional benefits:
- since the level of tars in our gas is not an issue, we can gasify a wide variety of waste, low-cost biomass, mixed with other waste, or “hybrid” fuels often provided at negative cost (instead of sourcing only homogenous, contaminant-free, as-dry-as-possible, feedstock),
- the process is easy to control remotely because it is not affected by fluctuations in tar levels
- the gasification chamber is simple, compact, and inexpensive. Yes, such simple gasifier design does produce dirty, wet gas – but – our SynGen thrives on tars! – it converts them to more clean syngas to produce even more power!
HYDROGEN
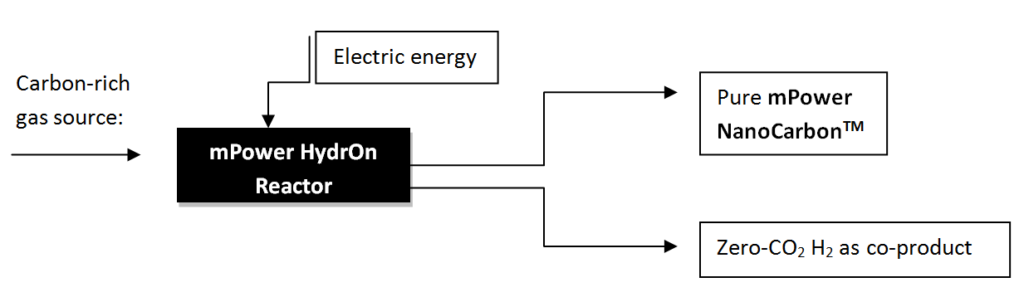
mPower Green Tech Ltd. has developed an innovative process of converting natural gas / methane to Green Hydrogen without producing CO2.
The proprietary process requires much less energy than water electrolysis and other methane decomposition technologies based on high-temperature plasma. An additional product of the process is high-quality, valuable Nanocarbon of graphene quality.
Because the model reactor required by the process is of compact dimensions, hydrogen production can take place in 20- or 40-foot container on site, next to natural gas pipelines. This is a tremendous advantage, eliminating costly hydrogen
transmission infrastructure and accelerating the delivery of the dispersed to market.
mPower GT Hydrogen is “green” because the process produces zero CO2 and all the carbon initially contained in the methane molecule (CH4) is effectively sequestered as pure, high graphene-quality, nanocarbon. Such classification is fully consistent with California’s CI – carbon intensity – approach to classifying Hydrogen production processes. It is no different from H2O electrolysis, on condition that both our type of methane pyrolysis and water electrolysis are powered by renewable energy.
There are two features which make our process unique and set it apart from other forms of methane decomposition (all of which involve high-temperature processes):
- Our low consumption of energy required to produce 1 kg of Hydrogen – below that of ca. 55 kWh in case of water electrolysis or ca. 50 kWh in case of hot plasma methane pyrolysis
- high quality of nanocarbon produced as a co-product of the process: 99,999% pure, graphene /nanotube type quality, with high internal surface area, and weight below 20 g per 1 liter of “loose” nanoparticles, and with magnetic properties.
The process allows for adjusting the proportion of H2 and Nanocarbon obtained, depending on economic preferences. The already-low cost of Hydrogen produced in our H2 Hydrone Reactor is further reduced by off-setting the revenues
of the sale of the high value Nanocarbon produced and utilized in fast-growing areas of nanotechnology, as well as capacitor, carbon fiber and other industries.
MPOWER NANOCARBONTM
mPower Green Tech has developed a cutting edge technological solutions for production of zero-CO2 Hydrogen from natural gas with graphene-quality nanocarbon as a valuable co-product.
Our proprietary process, building on the company’s catalyst and plasma know-how, as well as experience is responsible for the premium qualities of mPower NanoCarbonTM produced which set it apart from similar products, such as carbon black or acetylene black, produced around the world.
As the properties of our mPower NanoCarbon TM undergo further testing and analyses, here are a few specifications we can share:
- Ash Content, 0%
- Organic compounds 0%
- Carbon content 99,99999%
- Bulk Density, (g/ml) 0,015 – 0,025
- BET Surface Area, (m2/g) ~ 80
- Magnetic!
- Built-in graphene structures
Besides the desirable qualities of the product, the process itself has additional advantages:
- No water wasted
- No CO2 emitted
- No costly filtration of impurities
- No combustion involved!
- Considered as a form of carbon sequestration
- Very low energy consumption
- Can be powered by 100% renewable sources (waste wood, waste biomass, biogas, etc.)
Here’s how mPower NanoCarbon TM stacks up against the market:
| COMPANY | SOLTEXINC AB 50%-01 | SOLTEXINC AB 75%-01 | DENKA typical values | MPOWER typical values |
|---|---|---|---|---|
| SPECIFICATION PROPERTIES | AB 50%-01 | AB 75%-01 | typical values | typical values |
| Ash Content, wt% | <0.05 | <0.1 | 0,01 | 0 |
| Grit (325 sieve), wt% | <0.03 | <0.01 | <10 | – |
| Moisture, wt% | <0.08 | <0.2 | 0,04 | <0,001 |
| Electrical Resistivity, ohm-cm | <0.25 | <0.25 | 0,21 | – |
| pH Value | 6 – 8 | 6 – 8 | 9 – 10 | – |
| Acetone Absorption ml/5g | 33-36 | 27.5 – 30.5 | – | – |
| Oil Absorption Number (OAN), ml/100g | 270 – 325 | 250 – 300 | – | – |
| TYPCIAL PROPERTIES | ||||
| Hydrochloric Acid Absorption Number, ml/g | 4.4 | 4.5 | 16,8 | – |
| Carbon Content, % | 99.9 | 99.9 | – | 99,99999 |
| Iodine Absorption Number mg/g | 81 | 97 | 92 | – |
| Bulk Density, g/ml | 0.090 – 0.120 | 0.14 – 0.18 | 0,04 | 0,015 – 0,025 |
| Density g/cm3 | 1.7-1.9g/cm3 | 1.7-1.9g/cm3 | – | 0,015 – 0,025 |
| BET Surface Area, m2/g | 60 – 80 | 60 – 80 | 68 | 80 |
| Mean Particle Size, nm | 25 – 45 | 25 – 45 | 35 | <5 |
Traditional carbon black is an engineered material, primarily composed of elemental carbon, obtained by partial combustion or thermal decomposition of hydrocarbons, existing as aggregates of aciniform morphology which are composed of spheroidal primary particles which exhibit uniformity of primary particle sizes within a given aggregate and turbostratic layering within the primary particles.
In case ofmPower NanoCarbon TM production process is totally different, less complex and is not based on any combustion process. As such, can be taken as a green process of carbon sequestration from other gases. It is also less expensive in operation and initial investment. The following process diagrams show the main difference between traditional Furnace Black Production Process (according to ICBA – International Carbon Black Association) and the mPower NanoCarbon TM one-step process.
Furnace Black production process:
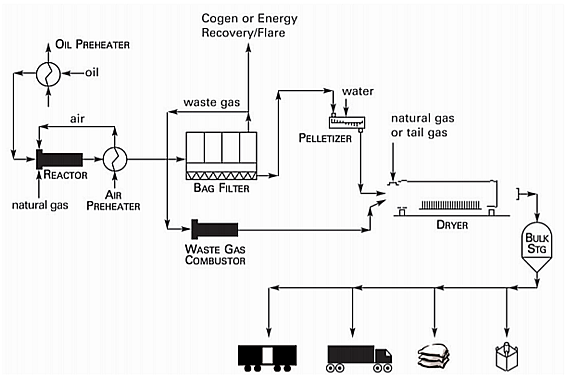
mPower Green Tech NanoCarbon TM process:
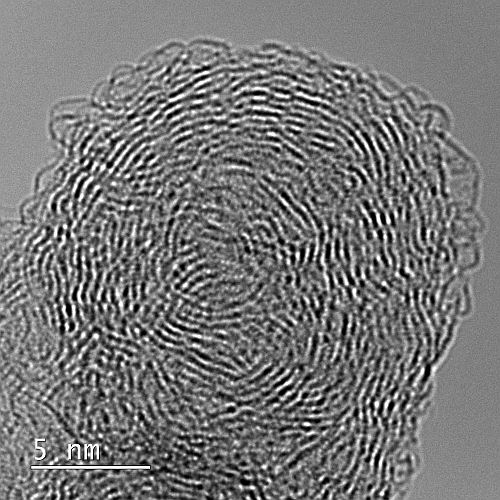
Nano scale – where the difference is …
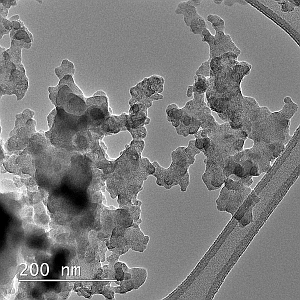
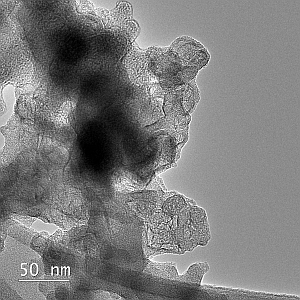
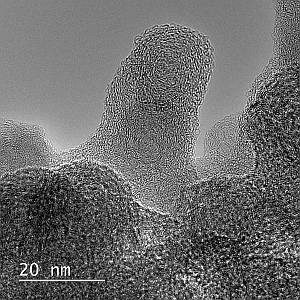
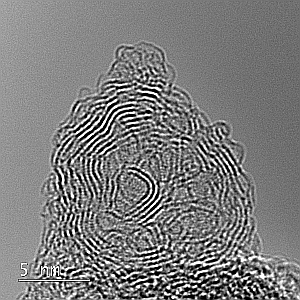
In normal production process, carbon black exhibits a hierarchy of morphological features: particles (that is, primary particles), aggregates, and agglomerates. While the fundamental building block of normal carbon black is the primary particle, they almost never exist in isolation, but are strongly fused by covalent bonds into aggregates.
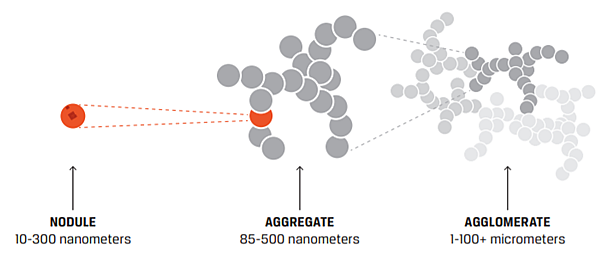
<ICBA-User-Guide, page 9>
mPower NanoCarbon TM produced along with zero-CO2 Hydrogen in our catalytic-plasma HydrOn Reactor differs from normal carbon black produced in a thermal process. Our proprietary process cuts bonds of more complex molecules and at the same time limits possible recombination of primary carbon particles. In mPower NanoCarbon TM process, carbon is “allowed” to recombine only in “base forms” or to remain as a nodule particle. This, in turn, builds a wide graphene structure seen in a TEM scanner photos and responsible for its magnetic nature.
GAS TO LIQUID
200 billion m3 of natural gas is flared around the world every year. Roughly an equivalent of EU’s imports from Russia. Why? The wells are too far apart, the gas flow in distant wells is too small, and the gas is too cheap to either send it via pipelines or compress and truck it to collection points.
Billions of cubic meters of methane – GHG tens times more harmful than CO2!

Gas-To-Liquid technology exists which converts methane to synthetic waxes and fuels: Fischer-Tropsch synthesis. However, it is utilized mainly in large, industrial plants. Few companies have advanced far enough in the race to build compact, Small-Scale reactors to capture such waste gas and convert it to valuable synthetic products, such as waxes and fuels. The two major issues facing such developments are: cost of converting methane to syngas (ca. 60-70% of all CAPEX per IEA) and effective, low-cost catalyst.
mPower Green Tech has two advantages which allowed it to design a mobile unit for Gas-To-Liquid on a practical, small scale of 40-foot-container:
- its own proprietary iron-based catalyst:
- low-cost, produced even with low grade Fe,
- easy to dispose of because, unlike cobalt-based catalysts, it is as neutral for the environment as rust.
- not requiring a H2/CO ratio close to 2.0; instead operating within a flexible range of H2/CO.
- SynGen Reactor which inexpensively and very efficiently converts natural or associated gas to syngas.
The mPower GT catalyst has been peer-reviewed by Rostock University scientists and our synthetic wax products have been tested by BP Lab in Florida and Gas and Naphtha Institute in Poland. The catalyst has a 50% selectivity for waxes (which means an effective sequestration of 50% of the methane) and remaining 50% for synthetic fuels (avgas, diesel).
Our case study of gas wells in Alberta for a leading Coal-Bed-Methane company showed that the synthetic products produced by mPower GTL P-300 reactor (300 m3 of gas per hour) can be sold for 1.5 mln. USD per year. This is ten times the revenues from just selling gas!
SULFUR REMOVAL
At present, we are developing a breakthrough process of desulfurizing acid gases (recovering elemental sulfur from H2S) without the use of any chemicals, reagents, solvents, chelates or amines.The process takes place in a plasma-catalytic reactor, SulfArc, and utilizes only water, air, and electric power.
It replaces Claus, chelate-based or amine scrubbing technologies and can be used with a full range of H2S concentrations.
Process description and more details coming soon…
CONTACT US
